18
年专注高精度注塑机、压铸机检测 仪器及传感器综合服务商

-服务热线:0755-27327081
年专注高精度注塑机、压铸机检测 仪器及传感器综合服务商
-服务热线:0755-27327081

 深圳中研塑力科技有限公司
深圳中研塑力科技有限公司  2022-11-09
2022-11-09
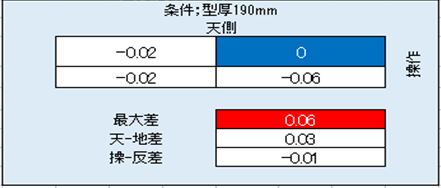
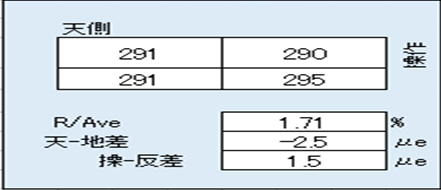
(一) 平行度误差 = (应变最大值 – 应变最小值)/ 应变平均值


调整前误差38% 调整后误差2%
调整前 
平度误差为38%,不符合标准要求,产品毛披边严重,经检验多数产品不合格。
调整后
平行度误差2%,符合标准要求,节省材料,提高产品合格率。
调整前后产品对比
(二)

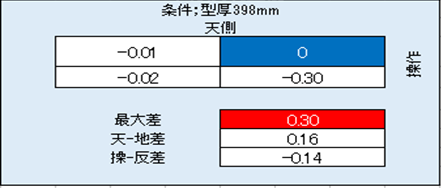
平行度调整前后对比

调整前后产品对比 轴力调整前后对比
调整前
平行度误差为11%,不符合标准要求,披风发生,厚度不均,产品不合格。
调整后
平行度误差1.7%,符合标准要求,节省材料,提高产品合格率。

在线咨询(提供连接过来)
统一服务热线
0755-27327081